
400-8800-268
在汽車零部件制造中,檢測技術是保證質量的重要環節。檢具作為結構簡單、成本相對偏低的檢測工具得到廣泛的應用。所以檢具自身的生產精度也需要經過嚴密把控。在許多治具檢具的制造廠商中,會使用三坐標對檢具進行測量調試,本文就其測量方法簡要概述一下。
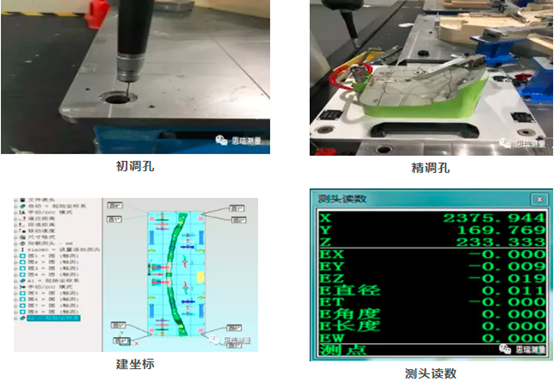
簡而言之,汽車檢具的檢測流程為:裝配、初調、精調、植入定位銷、復測、導出檢測報告。每一步都需要.
其中在安裝流程中要對各配件進行檢查,初調中用初調孔調好基準孔位置,然后手動取點與數模對比,通過三坐標觀察的數據進行位置調整。接著進行精調,在3D數模上取點,執行程序自動測量目標點,得出偏差值進行調整,重復調整到公差范圍內。
在所有位置調試合格后需要對檢具的連接部位進行植銷定位,植銷常見的問題是銷孔偏位,遇到這種情況通常會將銷孔擴大一個等級,一般銷孔要略小于定位銷,利用過盈配合保證檢具定位,嚴禁使用膠水固定,定位完成后貼銘牌,并做表面清潔處理。
再以上工作完成后就需要進行全尺寸復測。再復測前需將檢具成品恒溫約8小時,然后編寫自動測量程序,執行完成,完全合格后將檢具放到周轉倉庫準備出貨。
準備出貨前測量完按照客戶的要求出具檢具報告,并隨同檢測出貨。。
工欲善其事,必先利其器。在掌握測量辦法后也需要合適的三坐標才能高效精確地完成汽車檢具測量工作。Function Plus是思瑞推出的龍門型三坐標,可以完成檢具總成的檢測及裝配。在使用鑄鐵平臺作為裝配平臺后,還能直接在龍門機下邊測量邊裝配,進一步提升測量效率。

思瑞龍門三坐標測量儀,大尺寸三坐標,大行程三坐標,多功能三坐標是集精密機械、光學、電子、計算機軟件于一體的精密高效測量儀器,精度可達0.001mm,大幅縮短測量時間,避免人為誤差,歡迎咨詢采購。
 返回頂部
返回頂部


